Evolution of Core Equipment and Technologies for Circular Metal Saws
Explore the technological shift from legacy manual saws to advanced high-speed automatic carbide circular sawing cells. Understand the design principles and ROI of the RAXMEKBANDSAW C-75 circular metal saw.
In industrial metal cutting, the choice of sawing technology directly impacts cycle times, raw material yield, and finishing costs. While band saws remain the standard for large profiles and heavy billets, high-volume production facilities (such as automotive component manufacturers, forging shops, and bearing makers) require unmatched cutting speeds for small to medium-sized solid metal stocks.
For these high-speed applications, the metal circular saw has undergone a profound technological evolution. From simple manual chop saws, the industry has transitioned to fully automatic, high-speed carbide circular sawing cells.
In this article, we trace the evolutionary history of circular metal sawing, analyze the core mechanical and electronic innovations, and explore how machines like the RAXMEKBANDSAW C-75 Carbide Circular Sawing Cell have redefined productivity on the factory floor.
1. The Timeline of Circular Metal Sawing Evolution
To understand the value of modern carbide circular sawing cells, we must examine the four key developmental stages of this technology.
Stage 1: Manual Cold Saws & Abrasive Chop Saws (1960s - 1980s)
- Technology: These early machines used simple, high-speed abrasive wheels or low-speed HSS (High-Speed Steel) blades. Feed force was applied manually by the operator pulling down a lever arm.
- Limitation: Cutting was slow, labor-intensive, and highly inaccurate. The abrasive wheels produced excessive heat, sparks, dust, and a heavy burr on the cut face, requiring secondary grinding.
Stage 2: Semi-Automatic & Early CNC Saws (1980s - 2000s)
- Technology: Pneumatic or hydraulic cylinders replaced manual muscle power to feed the saw head. Early PLC systems allowed operators to set target length parameters.
- Limitation: These saws still relied on HSS blades, limiting cutting speeds on solid steel to 20 - 40 m/min. Blade life was short, and thermal deformation remained a challenge when processing high-hardness alloys.
Stage 3: The Introduction of Carbide-Tipped Circular Blades (2000s - 2010s)
- Technology: The development of disposable, ultra-thin cermet (ceramic-metal) or tungsten carbide-tipped circular blades revolutionized cutting speeds. Blades could now run at 100 - 150+ m/min.
- Limitation: Traditional machine structures could not handle the extreme rotational speeds and feed forces of carbide blades, resulting in high vibration and premature blade failure.
Stage 4: Integrated Automatic Carbide Sawing Cells (Present Day)
- Technology: Modern systems, like the RAXMEKBANDSAW C-75, are designed from the ground up as complete manufacturing cells. They feature high-precision servo-motor downfeeds, integrated bar-loading tables, automatic sorting gates, and micro-spray mist lubrication.
- Benefit: Saws operate continuously without operator intervention, producing finished parts with high dimensional accuracy and clean surfaces in seconds.
Summary of Circular Metal Sawing Evolutionary Stages
| Developmental Stage | Period | Key Blade / Drive Technology | Main Engineering Bottleneck / Limitation |
|---|---|---|---|
| Stage 1: Manual Cold & Chop Saws | 1960s - 1980s | Abrasive wheels or HSS blades; manual lever feed | Extreme speed limitations; heavy burr & heat generation |
| Stage 2: Semi-Auto / Early CNC | 1980s - 2000s | HSS blades; hydraulic/pneumatic downfeed, basic PLC | Blade speed capped at 20-40 m/min; thermal deformation |
| Stage 3: Carbide-Tipped Saws | 2000s - 2010s | Disposable cermet / tungsten carbide blades | Machine structure too weak for extreme speeds and feeds |
| Stage 4: Automatic Carbide Cells | Present Day | AC servo feed + ball screws, integrated bar loaders | Requires high initial capital (offset by rapid high-volume ROI) |
2. Core Technological Components of the RAXMEKBANDSAW C-75
To run a carbide-tipped circular blade successfully at high velocities, the sawing machine must be engineered with absolute rigidity and precise control. The RAXMEKBANDSAW C-75 integrates several key technologies to achieve this:
Heavy Cast-Iron Monoblock Base
Unlike welded sheet-metal frames, the base of the C-75 is a single, heavy-duty cast-iron monoblock. Cast iron has natural vibration-damping properties that are 10 times higher than steel. This structural mass absorbs high-frequency chatter, protecting the brittle carbide tooth tips and ensuring a mirror-like cut finish (Ra < 3.2 μm).
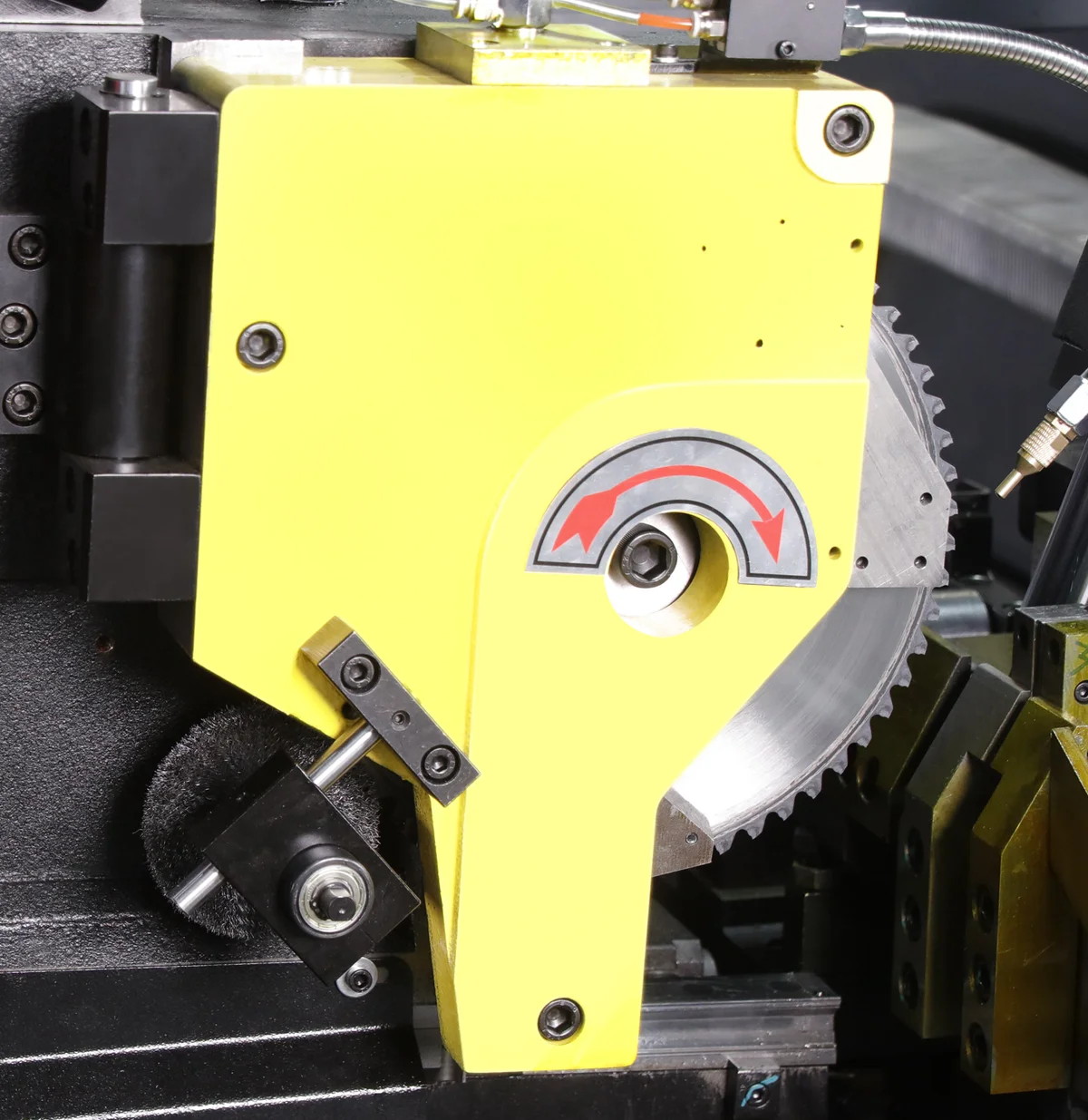
Inclined Slide Way (Downdrop Cutting Method)
The saw head of the RAXMEKBANDSAW C-75 slides downward along a precision-ground inclined slide way. This inclined geometry ensures that the cutting forces are resolved directly into the machine’s heavy cast-iron base, minimizing structural flexing and extending blade life by up to 30% compared to vertical down-acting saws.
Backlash Eliminator Gearbox
In standard gearboxes, the play between gear teeth (backlash) creates micro-vibrations when the circular blade enters a steel bar. This impact can instantly fracture carbide tips. The C-75 features a custom-designed backlash eliminator within its main gearbox. A secondary brake or spring-loaded gear system applies counter-torque, eliminating all gear play and ensuring smooth, continuous tooth engagement.
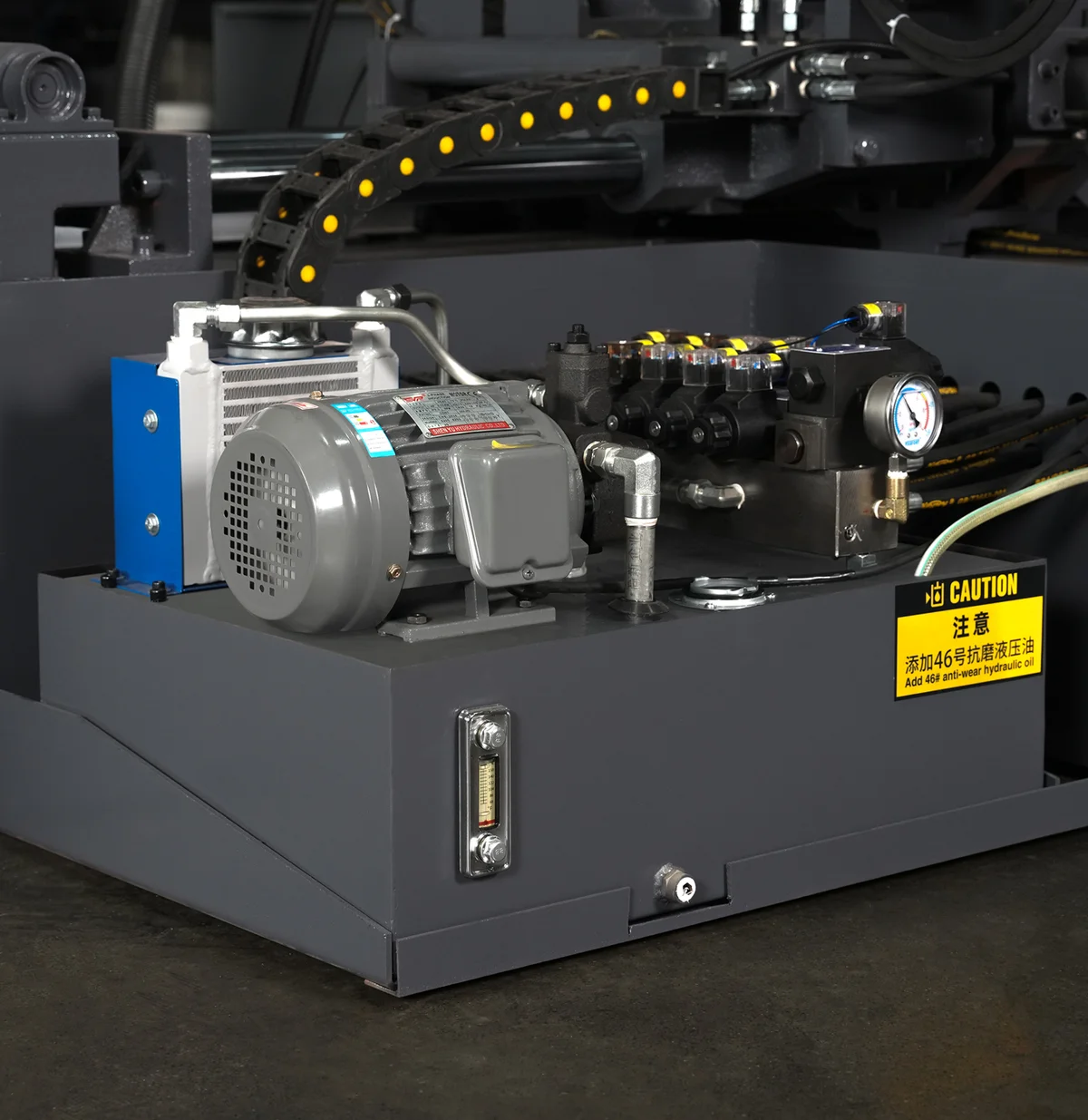
Servo-Driven Feeding & Ball Screw Drive
Instead of relying on hydraulic cylinders (which suffer from speed drift as the oil heats up), the C-75 uses a high-torque AC servo motor coupled to a precision ball screw. This configuration enables absolute control over the feed velocity down to 0.01 mm/sec, preventing tool overload and holding length tolerances within ±0.05 mm.
3. High-Volume Productivity: Circular Sawing vs. Band Sawing
While band saws are highly versatile, automatic circular sawing cells are far superior when mass-producing short, solid metal parts.
Let’s compare the processing of a solid Ø 50 mm S45C (1045) Carbon Steel Bar cut to length 60 mm:
| Parameter | RAXMEKBANDSAW C-75 Circular Sawing Cell | High-Speed CNC Band Saw |
|---|---|---|
| Tool Type | Ø 285 mm Carbide-Tipped Circular Blade | 34 mm Bi-Metal Band Saw Blade |
| Cutting Cycle Time | 5.5 seconds | 35 seconds |
| Blade Kerf (Material Loss) | 2.0 mm | 1.3 mm |
| Length Tolerance | ±0.05 mm | ±0.20 mm |
| Cut Surface Finish (Ra) | < 3.2 μm (Mill-ready) | < 8.0 μm (Needs grinding) |
| Daily Output (8-Hour Shift) | ~3,500 pieces | ~750 pieces |
The ROI Equation
For an automotive parts supplier processing 500,000 pins annually, the RAXMEKBANDSAW C-75 replaces three traditional band saws. This saves massive floor space, slashes power consumption by 55%, and allows a single operator to manage the entire loading, cutting, and sorting process.
4. Automatic Loading and Intelligent Sorting
The RAXMEKBANDSAW C-75 is a complete material processing system. It features:
- Sloped Bar Loader (6-meter capacity): Automatically separates bundles of steel bars and feeds them into the main vise.
- Trim Cut & Remnant Sorting: The CNC controller automatically detects the front of each new bar and makes a clean trim cut, diverting the scrap piece. It also identifies the short remnant tail at the end of the bar, sorting it away from high-tolerance production parts.
- Oil-Mist MQL System (Minimum Quantity Lubrication): Uses compressed air to atomize a precise amount of high-efficiency vegetable oil directly onto the blade teeth. This keeps the cut dry (no messy fluid tanks), extends blade life, and leaves the cut parts clean and ready for immediate welding or plating.
Elevate Your Production Capacity with RAXMEKBANDSAW
Transitioning to high-speed automatic carbide circular sawing is a proven strategy for B2B manufacturers looking to increase throughput, reduce secondary machining costs, and minimize material scrap.
The RAXMEKBANDSAW C-75 represents the pinnacle of modern circular sawing technology. Contact our technical engineering team today to review your production files, perform test cuts on your materials, and receive a customized return-on-investment proposal.
Похожие материалы
CNC Band Saw Machine – Enhance Your Cutting Performance with VFD Gearmotor Drives or Hydraulic Servo Feed Systems
A CNC band saw machine is one of the most advanced and efficient technologies used in modern metal fabrication. In simple terms, it utilizes computerized control for automatic, high-precision sawing of heavy metals, profiles, and structural sections.

Carbide vs. Bimetal Band Saw Blades — Maximize Your Cutting Strategy
Choosing between bimetal and carbide-tipped band saw blades is a critical decision for metal fabrication shops. Learn how to select the right blade, minimize cost-per-cut, and increase productivity by 300% when cutting alloy steels.

Technical Challenges and Solutions for Large-Capacity Gantry Band Saws
Heavy-duty steel sawing requires massive, highly rigid machines. Learn about the key technical challenges in large-capacity gantry band saws—from vibration damping to active feed rate modulation—and how modern engineering solves them.